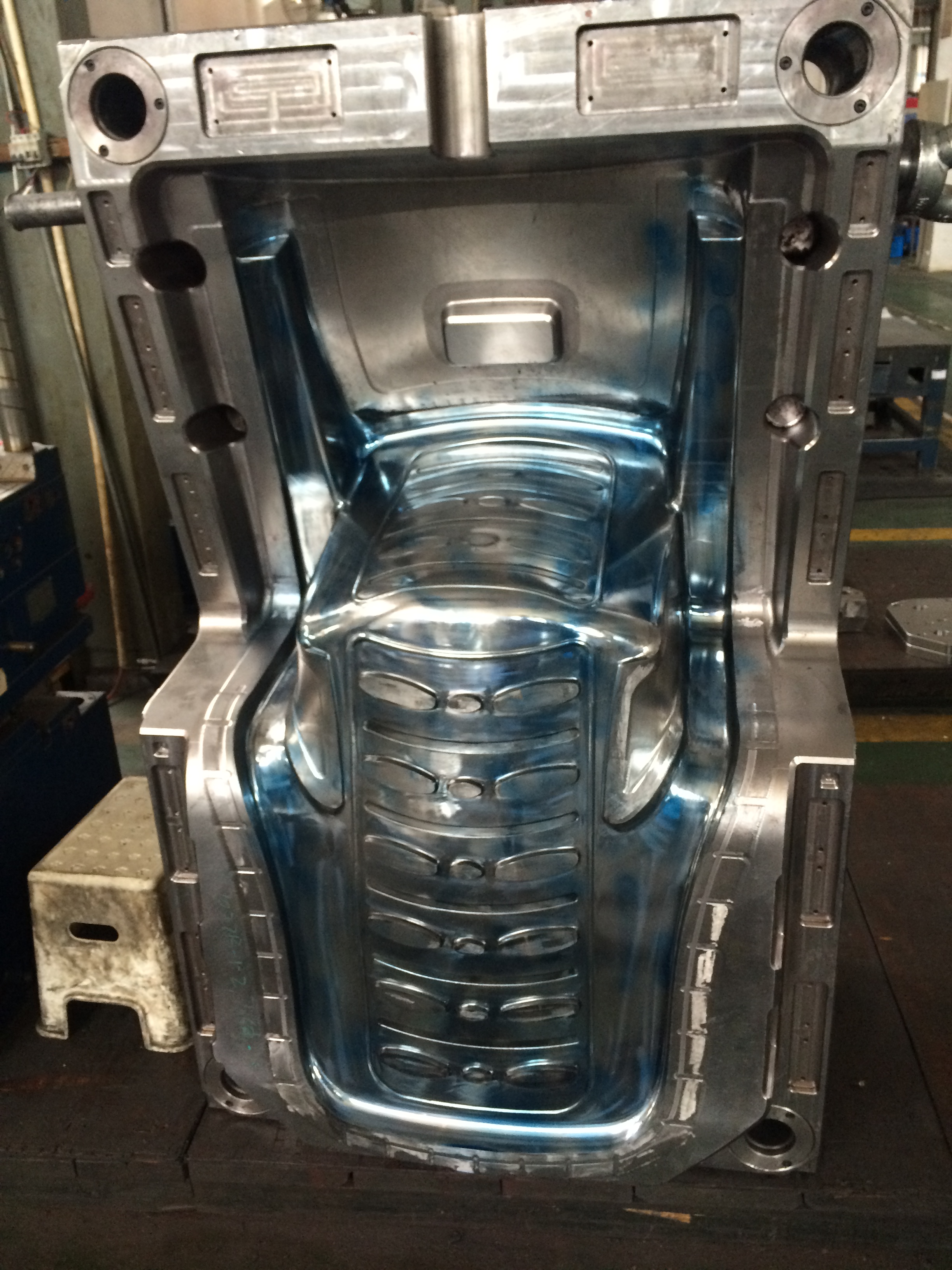
西诺是专业做汽辅模具的厂家,有做过很多大型汽辅类模具,其中比较出名的是塑料椅子汽辅模具注塑成型过程一般分为:锁模-射出-冷却(储料)-开模-脱模冷却,今天西诺小罗重点给大家讲下注塑椅子模具的注塑过程:
1.预塑阶段。螺杆开始旋转,然后将从料斗输送过来的塑料向螺杆前端输送,塑料在高温和剪切力的作用下塑化均匀并逐步聚集在料筒的前端,随着熔融塑料的聚集,压力越来越大,最后克服螺杆背压将螺杆逐步往后推,当料筒前部的塑料达到所需的注塑量时,螺杆停止后退和转动,预塑阶段结束。
2.注塑阶段。螺杆在注塑油缸的作用下向前移动,将储存在料筒前部的塑料以多级速度和压力向前推压,经过流道和浇口注入已闭合的
汽辅椅子模具型腔中。
3.冷却定型阶段。塑料在模具型腔中经过保压,防止塑料倒流直到塑料固化,型腔中压力消失。一个生产周期中冷却定型时间占的比例最大。
注塑过程是一个周期性循环过程,每个循环内要完成模具关闭、填充、保压、冷却、开模、顶出制品等操作。其中,注塑(熔体填充)、保压和冷却是关系到能否顺利成型的3个关键环节。然而熔体的流动行为和填充特性又和填充的压力、速度以及熔体的温度密切相关,了解熔体的流动行为等相关特性,对于设计整个注塑工艺意义重大。
有更多
汽辅椅子模具问题可以咨询
西诺小罗:18767410860 email:3191@sinogroupe.com 欢迎来电